Auto/Moto
Part 2 of Metal Forming Explores the Differences Between Hot and Cold Rolling Processes
Does it matter? It's all good, just keep watching this content. In the event that you have not already subscribed, you will not do so now. I will talk about this problem as well as some other engineering problems. The difference between hot rolling and cold rolling is going to be the topic of our conversation when we return to the second second. So, let's start at the beginning: what exactly is the difference between cold rolling and hot rolling?
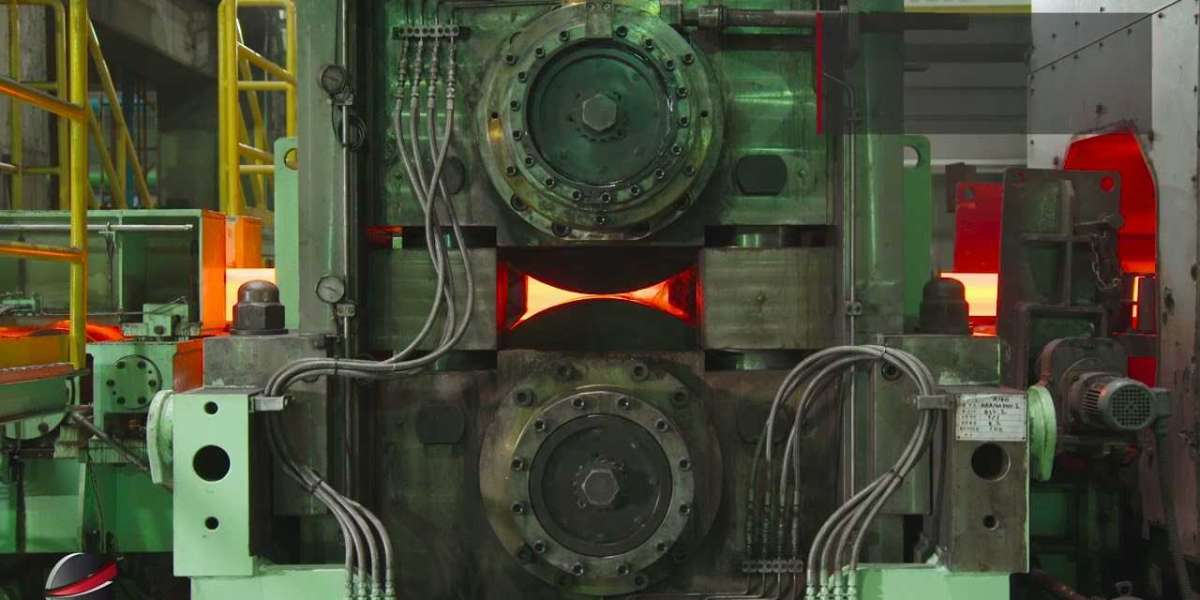
First things first, let's go over a basic definition of the rings for hot and cold rolling process. Because hot rolling and cooling share some similarities, in fact, they share many similarities, our definition of reducing thickness is to change the cross sectional area of the workpiece through the application of compression force. Since this is what hot rolling, cooling, and all of the other processes have in common, the application of rolls is required for all of them. When they roll a piece of metal between two rolls, they apply a lot of pressure to the metal, and on the other side of the process, they get a remolded part that has different thicknesses and cross sectional areas. This is the only thing that hot rolling and cold rolling have in common; other than that, there are a lot of differences between the two. The first technique is called hot rolling.
" target="_blank">

Rolling at high temperatures is what "hot rolling" refers to, so this topic was covered in more depth in a different piece of content. You are welcome to check out the location where I discuss forging. This takes place after the stage of recrystallization that has already taken place. The temperature of cold rolling, on the other hand, is identical to that of cold rolling even when carried out at room temperature. The hot rolling process is the only one that can accomplish this prior to the introduction of the cold rolling process. Because of this, cold rolling does not simply involve taking a piece of metal and rolling it out; rather, there are two distinct processes that go into cold rolling. So, for hot rolling, you have a billet metal.
The metal is heated after it goes through the page that controls the recrystallization process. On the left hand side are some crystals. Dendritic crystals are the name given to this particular type of crystal. Crystals begin to form once more once the metal begins to cool and solidify in the process of cooling. They take the shape of crystals. You can see on the right that the medal, even after it is recrystallized, will not actually form a good legal crystal. This can be proven by looking at the right side of the image. Because the crystals are very disorganized, they have varying sizes, gaps, and no real arrangement; as a result, they are randomly oriented; as a result, there are dendrites in the grains; as a result, they heat the metal above the recrystallization point; as a result, they are back to the dendrites, where you can actually change them into grains; and as a result, what you see is an increased recrystallization temperature throughout the entire hot rolling process.
You need to start altering the grains in order for them to be able to move through these rolls, which is what you need to do. This is known as the high pressure shrinkage force, and it is ultimately responsible for the material becoming denser and more difficult to work with as a result of the grains becoming smaller and more arranged. And you know, change the metal properties to make them more useful for your design work, so this is what the crystals look like at the beginning, so you can see that there are more arrangements in your crystals, and then before this process, there is a post hot rolling process, and before the hot rolling process, there are more alignments here. This is what the crystals look like at the beginning. What exactly is the process of cold rolling when it comes to the case of harder materials, harder materials, stronger materials, and then an expanded grain without refinement? Because cold rolling is done at room temperature, you end up with a material that has previously been hot rolled, which means that the grain has been subjected to various processes that cause it to become more aligned. Now, it is more inclined to the process of further rolling under high pressure, so we have the same drilling process as before, but now it is going through a progressive rolling process, so this is not just one of the actual music, but several. This is because the rolling process is more inclined to the process of further hot rolling mills under high pressure.
Due to the fact that the state of the material event is just below the requirements, the recrystallization surface, so what we have here is a preformed, rolled, hot rod. During this process, the grains are still being rearranged. Because this process is taking place at room temperature and the metal has already been formed, we need to look at something that is called a pressure guidance diagram. This is because there are now some very unusual things happening. One of the benefits I now enjoy now that I have completed this task is the accumulation of material content. I will upload a greeting card as well as our link. As you can see, this is a diagram called a stress-strain relationship. On the x-axis, we can see that there is a strain. When the material reaches this stage along the y-axis, the stress that is applied to the material is referred to as Young's modulus or proportion. You are aware of the maximum allowable proportion of the material.
This is the actual position of the material when it starts to bear stress after a certain amount of strain has been applied to it. When it gets to this point, there is still a chance that it can be fixed. When it reaches the yield stress, a unique phenomenon takes place, and it actually begins to reach a level that can no longer be altered. This level can no longer be changed. A very long time ago, there was no original shape of the electrode, no harmless state, and it was called strain hardening. In addition, there was no original shape of the electrode. It is possible to form materials, raise the stress level of materials, or make materials stronger. Our efforts strengthened all of these various terms regarding the materials. They are all referring to the same thing.
The material will become progressively more difficult to work with as the amount of stress that is applied to it increases. The more you pull on it, the harder it will get until you reach the limit strain. The ultimate tensile strength of the material is determined by this limit. At this point, it has reached the same degree of solidity and arduousness as the material. In spite of the fact that it will never go back to its original form, it has become considerably more resilient and can now withstand greater stress.
After that, it's almost as if you've progressed to the next stage, which is called necking. At this point, it is very simple to give in. Because this is the location at which cold rolling takes place, we refer to this particular region as the cold area. Now, let's go for the cold roll. The occurrence described here takes place in the green shadow. Now, some of the benefits of this method include the fact that, among other things, it is actually more accurate than whole can and more robust than hot rolling.
In terms of surface finish, it actually outperforms the traditional hot rolling method. The cost is approximately twice as high as that of the hot rolling process, and additional annealing is required to achieve the desired level of hardness. There is a difference between hot rolling and cold rolling in that the former allows for greater accuracy than the latter does. In conclusion, hot rolling has a wider tolerance, and as a result, the number is 10000. In point of fact, its strength is inferior to that of cold rolling, whereas its cost is superior to that of cold water. The tolerance for cold rolling is approximately twice as tight as that of 5000. Superior tensile and compressive strength.
Because it truly requires additional processing, which is a more expensive process, there is content that can help you, and I encourage you to continue to subscribe to my channel in order to access it. I create content that covers a variety of manufacturing and engineering-related topics. I would ask that you please forward this information to anyone who you believe could benefit from it, so that they can subscribe to my channel on YouTube. You can also find me on Twitter, where I browsed a variety of topics related to engineering and manufacturing, including the most recent discussion regarding the technological divide. The fourth industrial revolution is referred to as Industry 4.0. In addition to that, you can follow me on Google+. I have two very active communities, one focused on education and another on manufacturing skills.